


Aluminium foil is one of the most commonly used materials in modern packaging. From household kitchens to industrial food production lines, it plays a major role in protecting products from moisture, light, oxygen, and contamination.
But when buyers search for terms like “paper aluminium foil” or “food packaging foil paper”, they are often looking for something more specific than ordinary foil rolls.
They usually want to understand:
- What is paper-backed aluminum foil?
- Is aluminium foil really a metal?
- Why combine paper with aluminum foil?
- What are the physical properties of aluminium foil?
- Which type is best for food packaging?
This guide explains the aluminium foil definition from a practical industry perspective while also covering the characteristics, manufacturing structure, and real applications of paper aluminum foil in packaging industries.
What Is Aluminium Foil?
The standard aluminium foil definition refers to a thin sheet made from aluminum metal that has been rolled into extremely fine thicknesses.
Most industrial aluminum foil products are produced from high-purity aluminum alloys. The material remains lightweight while still providing excellent barrier protection.
In simple terms, aluminum foil is:
- A metal material
- Flexible and easy to process
- Resistant to moisture and oxygen
- Highly reflective
- Suitable for food contact applications
Many people still ask:
Is Aluminium Foil a Metal?
Yes. Aluminium foil is absolutely a metal.
It is manufactured from aluminum alloy through repeated rolling processes until the thickness becomes very thin. Despite its thin appearance, it still maintains metallic properties such as:
- Thermal conductivity
- Electrical conductivity
- Corrosion resistance
- Reflectivity
That is why aluminum foil is widely used not only in kitchens, but also in:
- Pharmaceutical packaging
- HVAC insulation
- Electronic shielding
- Industrial wrapping
- Food packaging foil paper systems
What Is Aluminum Foil Made Of?
Aluminum foil is mainly produced from refined aluminum ingots. Manufacturers typically use aluminum alloys from the 1000 series or 8000 series.
Common foil grades include:
- 1235 aluminum foil
- 8011 aluminum foil
- 8079 aluminum foil
These alloys are selected because they offer:
- Good flexibility
- Stable forming performance
- Excellent barrier properties
- Food-safe characteristics
The foil is processed through:
- Aluminum melting
- Rolling
- Annealing
- Slitting
- Laminating or coating (if needed)
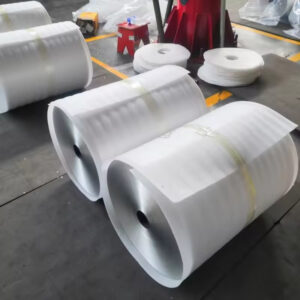
For paper aluminum foil products, the foil layer is further bonded with kraft paper, coated paper, or food-grade paper materials.
This creates a composite structure that combines the advantages of both materials.
What Is Paper Aluminum Foil?
Paper aluminum foil, also called paper-backed aluminum foil or aluminum foil backing paper, is a laminated material made by combining:
- Aluminum foil
- Paper layer
- Adhesive or PE coating
This structure improves:
- Mechanical strength
- Printing capability
- Packaging stiffness
- Heat insulation
- Moisture resistance
Compared with plain foil, paper-backed aluminum foil is easier to shape and more suitable for industrial packaging applications.
Today, it is widely used in:
- Butter wrapping
- Fast food packaging
- Chocolate wrapping
- Tea packaging
- Bakery packaging
- BBQ foil liners
- Pharmaceutical insulation
Many food factories prefer paper aluminium foil because ordinary foil can tear easily during automatic packaging.
The paper layer improves handling performance significantly.
Why Is Paper Aluminum Foil Popular in Food Packaging?
The food packaging industry requires materials that can protect products while also remaining lightweight and safe.
This is exactly where food packaging foil paper performs well.
1. Excellent Barrier Protection
Aluminum foil blocks:
- Oxygen
- Moisture
- UV light
- Odors
- Grease
This helps extend shelf life for food products.
For example, butter and cheese packaging often rely on aluminum foil paper because exposure to oxygen can quickly affect flavor quality.
2. Better Printing Surface
Pure aluminum foil is difficult to print on directly.
Adding paper improves:
- Brand printing
- Label clarity
- Surface texture
- Color consistency
This is important for retail packaging where appearance affects customer purchasing decisions.
3. Improved Structural Strength
Thin foil alone may wrinkle or tear during transportation.
Paper-backed foil becomes:
- More durable
- Easier to fold
- Easier to seal
- More suitable for machine packaging
This is especially important for high-speed food packaging lines.
4. Heat Resistance
One reason aluminum foil remains popular is its thermal performance.
Aluminium foil properties include:
- High heat reflectivity
- Temperature resistance
- Stable performance under heating conditions
That is why foil paper is commonly used for:
- Baking applications
- Takeaway food packaging
- BBQ trays
- Oven liners
Physical Properties of Aluminium Foil
Understanding the physical properties of aluminium foil is important when selecting packaging materials.
Here are some key properties:
| Property | Description |
|---|---|
| Lightweight | Easy to transport and process |
| Barrier Performance | Blocks moisture, oxygen, and light |
| Reflectivity | Reflects heat and light effectively |
| Flexibility | Easy to fold and wrap |
| Corrosion Resistance | Suitable for food environments |
| Non-Toxic | Food-grade foil is safe for packaging |
| Recyclability | Aluminum can be recycled repeatedly |
These properties make aluminum foil one of the most cost-effective packaging materials worldwide.
Characteristics of Aluminum Foil in Industrial Applications
The characteristics of aluminum foil vary depending on alloy type and thickness.
However, industrial buyers usually focus on several practical performance areas.
Surface Quality
High-quality foil should have:
- Smooth surface
- No pinholes
- Uniform thickness
- Stable lamination
Poor-quality foil often causes packaging leakage.
Adhesion Strength
For paper aluminum foil, bonding quality is critical.
Weak adhesive layers may lead to:
- Delamination
- Wrinkling
- Printing defects
This is a common issue with low-cost suppliers.
Thickness Consistency
Consistent foil thickness affects:
- Heat sealing
- Barrier performance
- Packaging machine efficiency
Most food packaging foil paper products use thickness ranges between:
- 6 micron
- 7 micron
- 9 micron
- 12 micron
The final selection depends on packaging requirements.
Common Applications of Paper Aluminium Foil
Paper aluminum foil is no longer limited to kitchen use.
Industrial demand has expanded rapidly in recent years.
Food Industry
The largest application area includes:
- Burger wrapping
- Sandwich paper
- Chocolate packaging
- Butter wrapping
- Candy packaging
Food manufacturers value both hygiene and presentation quality.
Pharmaceutical Industry
Foil paper is also used for:
- Medicine packaging
- Thermal insulation layers
- Medical wrapping
Its barrier performance helps protect sensitive products.
Insulation Industry
Some paper-backed foil products are designed for:
- HVAC insulation
- Roof insulation
- Building thermal barriers
The reflective surface helps reduce heat transfer.
How to Choose the Right Paper Aluminum Foil
Many buyers focus only on price.
But experienced importers usually evaluate several factors first.
Check the Foil Alloy
8011 aluminum foil is widely used for food packaging because of its good forming performance.
Confirm Food-Grade Standards
For food contact applications, suppliers should provide:
- FDA compliance
- SGS reports
- Food-grade certifications
This is especially important for export markets.
Evaluate Lamination Quality
Poor bonding can lead to:
- Layer separation
- Packaging failure
- Production downtime
Always request samples before bulk purchasing.
Choose the Right Paper Type
Different paper materials affect:
- Appearance
- Flexibility
- Printing quality
- Cost
Common choices include:
- Kraft paper
- White coated paper
- Greaseproof paper
Why More Packaging Companies Prefer Composite Foil Materials
The packaging industry is changing quickly.
Today, brands care about more than just product protection.
They also focus on:
- Shelf appearance
- Sustainability
- Production efficiency
- Consumer experience
Paper-backed aluminum foil offers a balanced solution.
It combines:
- The barrier protection of aluminum
- The usability of paper
- Better branding opportunities
That is why demand continues growing in:
- Food exports
- Frozen food packaging
- Fast food chains
- Premium bakery brands
Paper Aluminum Foil vs Ordinary Aluminum Foil
| Feature | Paper Aluminum Foil | Ordinary Aluminum Foil |
|---|---|---|
| Strength | Higher | Lower |
| Printability | Better | Limited |
| Packaging Appearance | Premium | Basic |
| Tear Resistance | Better | Easier to tear |
| Application Range | Industrial & food packaging | General use |
| Cost | Slightly higher | Lower |
For industrial packaging, composite foil products usually provide better overall performance.
Final Thoughts
Understanding the real aluminium foil definition is only the beginning.
For modern packaging industries, the bigger topic is how aluminum foil materials are engineered for practical applications.
Paper aluminum foil has become increasingly popular because it solves multiple problems at the same time:
- Product protection
- Packaging efficiency
- Branding appearance
- Heat insulation
- Food safety
If you are sourcing food packaging foil paper for industrial use, choosing the right foil structure matters far more than simply selecting the cheapest option.
A reliable supplier should provide:
- Stable foil quality
- Food-grade certification
- Consistent lamination
- Custom thickness options
- Professional packaging support
To learn more about industrial-grade paper aluminum foil products, visit:
Choosing the correct material early can reduce packaging issues, improve production efficiency, and help your products stand out in competitive markets.